Und wie läuft Ihre Produktionsanlage gerade? Effektiv? Effizient? Und mit hoher Qualität? Seien wir mal ehrlich, man sieht’s einer Maschine nicht unbedingt auf den ersten Blick an – zumindest, wenn man nicht zu den alten Hasen gehört, die das nahende Unglück eines Getriebeschadens regelrecht vorherhören können. Für Investitionsentscheidungen und Optimierungsmaßnahmen ist dieser Zustand in der Industrie mehr als suboptimal.
Genau dafür gibt’s die OEE-Kennzahl. Einfach mal auf einen Blick möglichst viele Antworten aus der Produktion bekommen – und das mit belastbaren Zahlen, statt mit blumigem Beratergeschwätz.
Genau deshalb hebt sich die OEE-Kennzahl auch von Ihren Artgenossen in der Industrie ab und gilt als eine der wichtigsten Kennzahlen in der digitalen Produktion – besonders in der Fertigungsindustrie.
Und falls Sie noch nicht wissen, was es mit der OEE-Kennzahl auf sich hat, haben Sie als pflichtbewusster Mitarbeiter nun gleich Gelegenheit, diese Lücke zu schließen. Erfahren Sie deshalb:
Die Overall Equipment Effectiveness – kurz OEE – ist eine Kennzahl, die dazu dient, sich möglichst einfach einen Überblick von der Gesamtproduktivität seiner Anlagen zu verschaffen und dabei Nutzungs-, Leistungs- und Qualitätsmerkmale transparent darzustellen. Die OEE-Kennzahl gilt schon lange als Must-have in der Industrie – und das nicht erst seit Industrie 4.0 und Digitalisierung. Vom metallverarbeitenden Betrieb bis zum Folienhersteller: Die OEE-Kennzahl hilft Ihnen unabhängig von der Branche bei einer ganzen Reihe von Herausforderungen in der Produktionssteuerung. Unter anderem für:
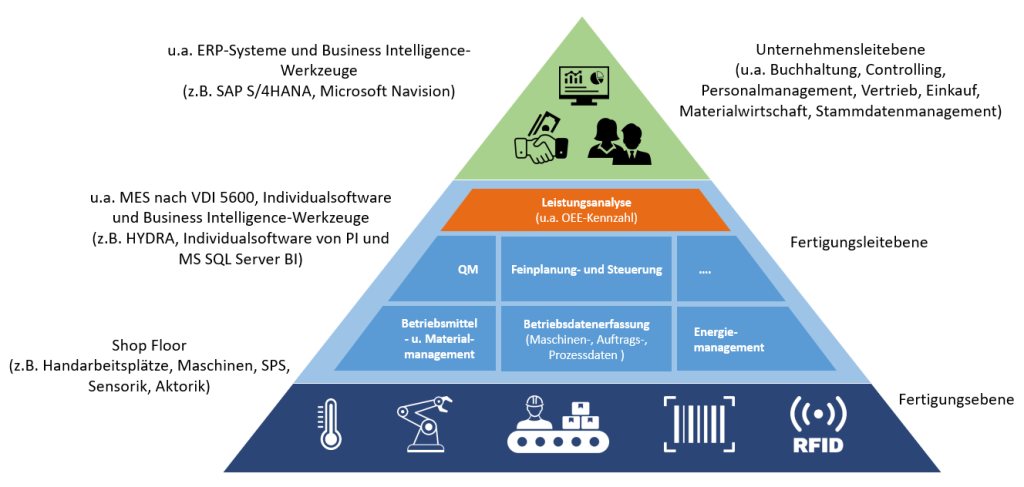
Und weil die OEE-Kennzahl so hilfreich ist, hat der VDMA sich die Mühe gemacht und sie auch gleich mal im VDMA-Einheitsblatt 66412 als Standard MES-Kennzahl (Manufacturing Execution System) verewigt.
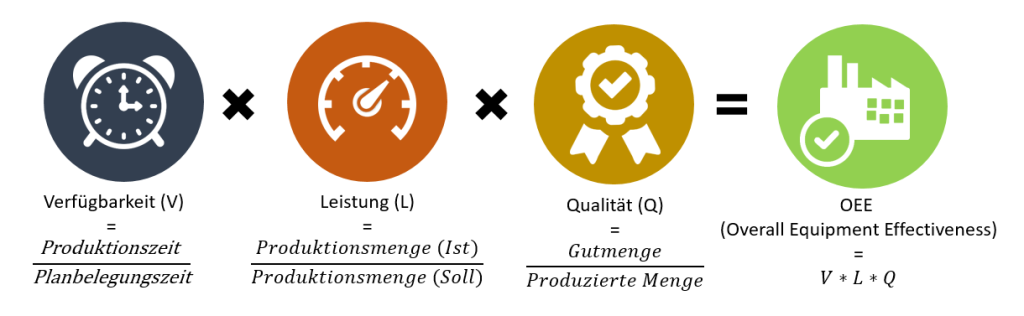
Das Geheimnis für den Erfolg und den hohen Nutzen der OEE-Kennzahl liegt in dem Produkt der drei Faktoren:
Das ist aber ganz schön abstrakt und unkonkret! Wie soll das denn unserem Fertigungsbetrieb weiterhelfen? Immer ruhig Blut. Der konkrete Nutzen aber auch der Fehlerteufel lauert eben auch bei der OEE-Kennzahl im Detail. Deshalb schauen wir uns die Definition der einzelnen Faktoren bzw. Koeffizienten auch gleich genauer an.
Wenn Ihnen das hier alles zu theoretisch ist, dann schauen Sie sich zwischendurch gerne ein paar Beispiele an.
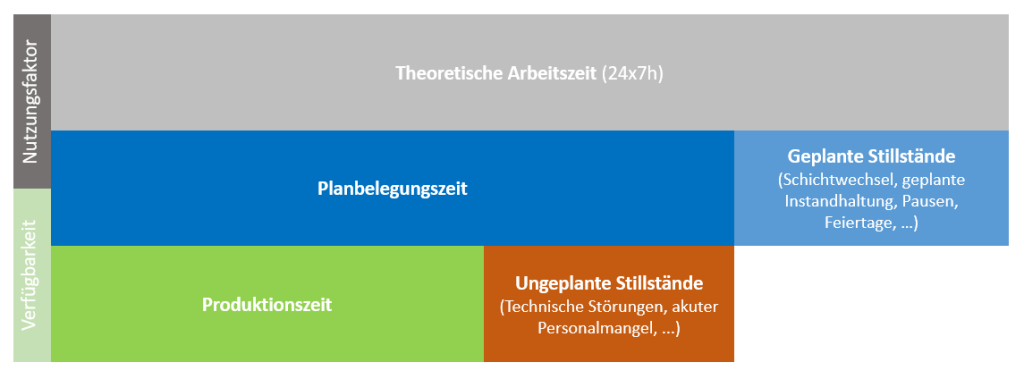
Zeit ist Geld. Kein Wunder, dass die OEE-Kennzahl ihr besonders viel Aufmerksamkeit schenkt. In der Produktion ist man eh sehr kreativ, wenn es um die Klassifizierung der Zeit geht. So gibt es die:
Nun haben wir alle Zutaten für unsere Verfügbarkeit, die sich mit folgender Formel berechnen lässt:
Die Verfügbarkeit der OEE-Kennzahl ergibt sich also aus dem Koeffizienten zwischen Produktions- und Planbelegungszeit (Betriebszeit). Stellt sich nur noch die Frage „Was ist Produktionszeit?“ und „Was ist Planbelegungszeit?“ und vor allem: Wo bekomme ich meine Daten her?
Bei der Produktionszeit ist die Sache inhaltlich klar: Eine Maschine ist produktiv, wenn am Ende Fertig- oder Halbfertigerzeugnisse herauskommen. Oder komplementär: Wenn die Maschine sich nicht im Leerlauf befindet, ein Rüstvorgang stattfindet oder die Maschine aufgrund von akuten Personalmangel oder technischen Störungen stillsteht:
Produktionszeit = Planbelegungszeit – Störungen – Rüstvorgänge
Die softwaretechnische Umsetzung kann dann aber je nach Maschinentyp viele Blüten tragen:
Das sind alles gute Ansätze, die allerdings in der technischen Umsetzung teilweise sehr komplex sind. Wesentlich einfacher ist es, Produktionszeiten, Rüst- und andere Stillstandzeiten einfach mit einer Schichtprotokoll-Lösung manuell zu erfassen. Der Anlagenfahrer kann schließlich immer noch am besten beurteilen, was mit seiner Maschine los ist.
Und wer den manuellen Aufwand scheut, kann sich auch einfach an den Signalampeln, die zuhauf an Industrieanlagen verbaut sind, bedienen. Grün ist dann produktiv, gelb und rot für Rüst- und Ausfallzeiten. Das ist nicht sonderlich einfallsreich und detailliert, aber dafür umso effizienter – und eine gewisse Unschärfe zwischen Informationssystem und Realität gibt’s ja immer. Kein manuelles Erfassen, keine monatelangen Streitereien um die Definition von Stillstandkategorien und auch keine komplexen Integrationsprojekte.
Sie brauchen lediglich einen pfiffigen Softwareentwickler oder Ingenieur, der den Lampenstatus ausliest, in eine Software-Lösung inklusive Datenbank hineingießt und anschließend noch ein paar medienwirksame Dashboards, z.B. mit Power BI, drauflegt. Fertig ist Ihre erste OEE-Kennzahlen-Lösung.
Die Planbelegungszeit der OEE-Kennzahl, Betriebszeit bzw. manchmal auch geplante Produktionszeit genannt, ist im Vergleich zur Produktionszeit schon handzahmer. Hier müssen Sie lediglich alle geplanten Stillstände von der theoretisch verfügbaren Arbeitszeit abziehen:
Planbelegungszeit = Arbeitszeit – Schichtwechsel – Feiertage – geplante Instandhaltungsmaßnahmen – sonstige geplante Stillstände
Die softwaretechnische Umsetzung können Sie prinzipiell auf drei Arten durchführen:
Egal wie Sie es in Ihrem Fertigungsbetrieb anstellen: Am Ende müssen Ihre Mitarbeiter entsprechende Planungsdaten pflegen – vor allem geplante Stillstände. Und hier entbrennt auch gerne mal ein reger Streit darüber, welche und ob man überhaupt geplante Stillstände von der Arbeitszeit abziehen soll. Denn schließlich könnte man ja auch durch viele geplante Pausen und Wartungsarbeiten die Verfügbarkeit in die Höhe treiben und die OEE-Kennzahl frisieren.
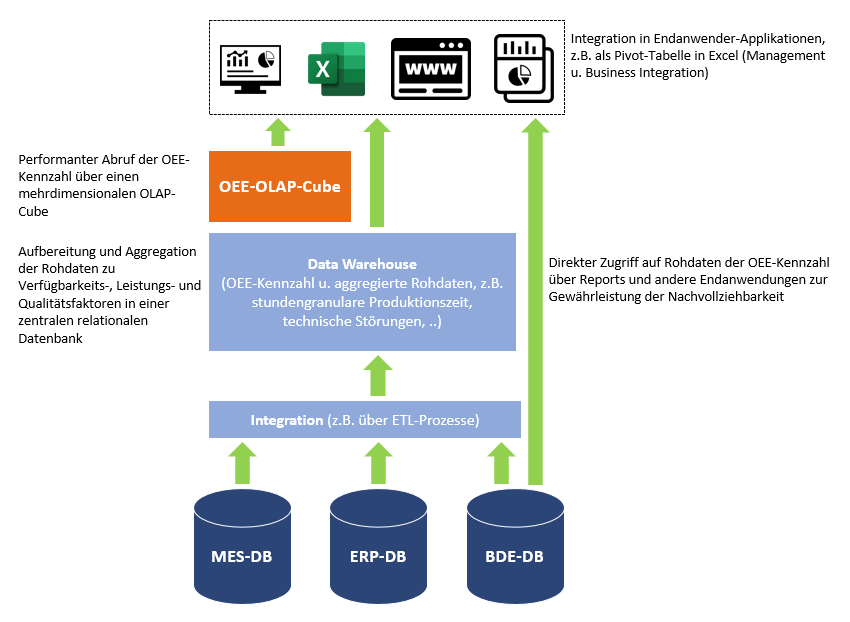
Es ist auf jeden Fall wichtig die einzelnen Zeittypen separat in einer Datenbank-Lösung oder einem Data Warehouse aufzubereiten, um nicht versehentlich Anomalien, Datenfehler oder exzessive Instandhaltungseskapaden zu übersehen und auch die Nutzungszeit einer Industrie-Anlage im Auge zu behalten.
Diesen Streit muss aber jedes Fertigungsunternehmen am Ende mit sich ausmachen bzw. im Einzelfall entscheiden. Externe Berater, wie unsere Wenigkeit, können da nur Schützenhilfe leisten.
Fürs erste ziehen wir uns aber aus der Affäre und wollen es bei der Standarddefinition der Planbelegungszeit belassen.
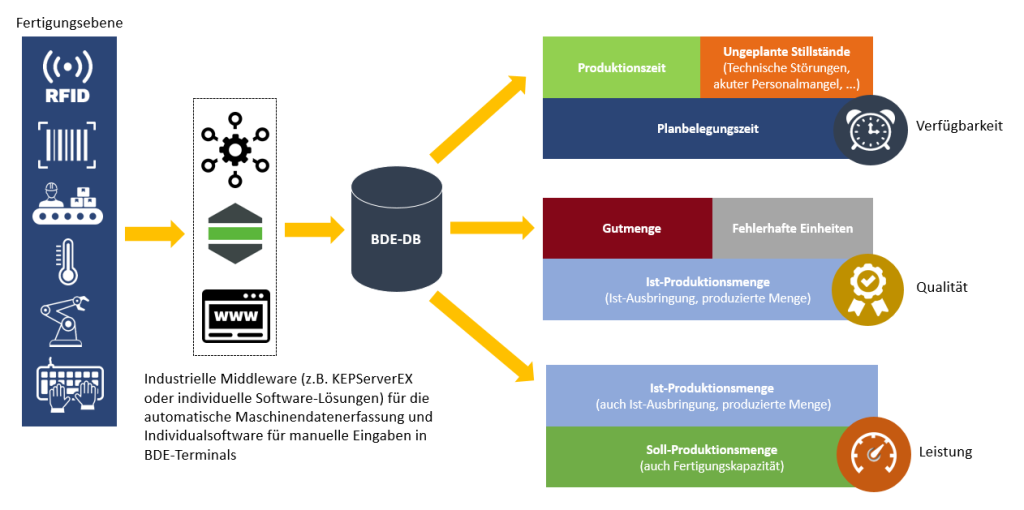
Die Leistung bzw. der Leistungsfaktor der OEE-Kennzahl geht der Frage nach, wie hoch die Ist-Ausbringung Ihrer Maschine im Vergleich zur Fertigungskapazität ist und lässt sich mit folgender Formel berechnen:
oder
Es gibt also zwei Herangehensweisen bei der Berechnung der OEE-Leistung. Einmal auf den Output einer Maschine bezogen und einmal auf die Durchlaufzeit eines Fertigungsauftrags. Klingt verwirrend, läuft aber am Ende aufs Selbe hinaus. Denn der Leistungsfaktor der OEE-Kennzahl soll vor allem eine Frage beantworten:
„Hätten wir mehr Fertigungsaufträge abwickeln und damit auch mehr Umsatz generieren können? Schließlich sind unsere Industrie-Anlagen auch Geld-Anlagen und sollen nicht nur zum Spaß laufen.“
Damit wäre auch klar, warum der OEE-Verfügbarkeitsfaktor alleine noch keine Aussage über die Produktivität einer Maschine liefert. Eine Maschine kann zwar produzieren, muss dabei aber auch effizient sein.
Die Fertigungskapazität des Leistungsfaktors spiegelt den nach Planung theoretisch möglichen Output einer Maschine wider. Klingt erstmal einfach. Allerdings müssen Sie die Fragen klären, ob Sie die Leistung anhand der Auftragsdurchlaufzeit oder der Menge aller gefertigten Erzeugnisse berechnen wollen:
Da bleiben Missverständnisse natürlich nicht aus. Die erste Variante ist sicherlich leichter in der Umsetzung, lebt allerdings von der Annahme, dass von der Maschine immer die gleichen oder ähnliche Produkte gefertigt werden. Andernfalls droht schnell eine Verfälschung, z.B. durch eine veränderte Produktionsreihenfolge. Die zweite Variante ist wesentlich feingranularer, benötigt aber auch für jeden Fertigungsauftrag entsprechende Plandaten. Es ist ebenfalls darauf zu achten, ein Mengengerüst auszuwählen, das nicht ungewollt zum Vergleich von Äpfeln und Birnen führt – wie es beispielsweise bei der Stückzahl schnell der Fall ist.
Wenn Sie diese Fragen geklärt haben, bleibt nur noch die Suche nach der richtigen Datenquelle, was sich aber beim Einsatz eines ERP-Systems, wie beispielsweise S/4HANA zumindest auf den ersten Blick schnell erledigt hat, da entsprechende Module für die Planung von Fertigungsaufträgen bereitstehen. Der Teufel lauert dann eher im Detail, z.B. bei der Interpretation einzelner Zeitangaben, Parametrisierung von Schnittstellen (z.B. Funktionsbausteinen via RFC) und Integration ins Zielsystem der OEE-Kennzahl. Mit dem richtigen Dienstleister aber alles machbar.
Die Ist-Ausbringung beschreibt, wie bei der Definition der Fertigungskapazität schon angedeutet, die produzierte Menge bzw. die benötigte Zeit Ihrer Fertigungsaufträge. Spannend ist hier vor allem die softwaretechnische Erfassung im Rahmen der OEE-Lösung, die mal mehr mal weniger komplex sein kann:
Die Qualität gibt in der OEE-Kennzahl das Verhältnis zwischen der Ist-Ausbringung einer Maschine und der Null-Fehler-Ausbringung:
Im Kern geht man also der Frage nach: „Wieviel haben wir produziert und was können wir davon wirklich dem Kunden anbieten?“
Warum eine Qualitätsbetrachtung in der OEE-Kennzahl nicht fehlen darf, ist klar. Es bringt schließlich nichts, wenn man im Affenzahn rund um die Uhr produziert und am Ende nur Schrott herauskommt, der im schlimmsten Fall beim Kunden auch noch zu einem Schaden führt. Um die Qualität zu erheben, bedarf es vor allem einer Voraussetzung. Es muss klar sein, auf welcher Maschine ein Erzeugnis gefertigt wurde. Dafür gibt’s zum Glück einfache Lösungen:
Gründe für eine fehlerhafte Produktion, Ausschuss und damit einen schlechten OEE-Qualitätsfaktor sind vielfältig:
Die Ursachenforschung gestaltet sich allerdings nicht immer ganz einfach:
Die Erfassung von Ausschuss und die Analyse des OEE-Qualitätsfaktors bleibt also spannend.
Das war ganz schön viel Stoff. Bleibt nur noch die Frage wie zum Teufel soll man die OEE-Kennzahl als Gesamtsystem bloß umsetzen? Prinzipiell müssen Sie sich um drei große Themenfelder Gedanken machen:
Und wie durch Zufall gibt’s für alle drei Umsetzungsschwerpunkte auch das passende Mittel in der industriellen Softwareentwicklung:
Für alles gibt’s natürlich auch fertige Software-Lösungen zur Implementierung der OEE-Kennzahl von der Stange. In der Regel sind Sie mit Individualsoftware aber klar im Vorteil. Denn schließlich gleicht kein Fertigungsunternehmen dem anderen. Irgendwie muss man sich ja von der Konkurrenz abheben, und wo, wenn nicht in der primären Wertschöpfungskette – in Ihrer Produktion. Und diese Besonderheiten schlagen sich eben auch in der OEE-Kennzahl nieder – Gelegenheiten für kreative Sonderlocken gibt’s jedenfalls genug. Aber zum Glück haben Sie ja uns.